
ઉત્પાદન






ઉચ્ચ ગુણવત્તાની જાડી પેસ્ટ ઇપોક્સી કોલ ટાર પિચ એન્ટિકોરોસિવ પેઇન્ટ
વધુ વિગતો
- વિડિઓ
- ઉત્પાદનના લક્ષણો
- ઉત્પાદન એપ્લિકેશન
- ટેકનિકલ ડેટા
- સપાટીની સારવાર
- બાંધકામ પદ્ધતિ
- બાંધકામ બિંદુઓ
- સંગ્રહ અને પરિવહન
- પેકેજ
*વિડીયો:
*ઉત્પાદન સુવિધાઓ:
★ ઉત્તમ અસર પ્રતિકાર, તેલ પ્રતિકાર અને રાસાયણિક પ્રતિકાર;
★ સારા વસ્ત્રો પ્રતિકાર, શુષ્ક અને ભીનું પ્રતિકાર, ઉત્તમ સૂકવણી કામગીરી અને સારી કાટ વિરોધી કામગીરી;
★ તેમાં પાણીનું શોષણ ઓછું, પાણીનો સારો પ્રતિકાર, માઇક્રોબાયલ ધોવાણ સામે મજબૂત પ્રતિકાર અને ઘૂંસપેંઠ સામે ઉચ્ચ પ્રતિકાર છે;
★ ઉત્તમ ભૌતિક અને યાંત્રિક ગુણધર્મો, વિદ્યુત ઇન્સ્યુલેશન ગુણધર્મો, વસ્ત્રો પ્રતિકાર, છૂટાછવાયા વર્તમાન પ્રતિકાર, ગરમી પ્રતિકાર અને તાપમાન પ્રતિકાર.
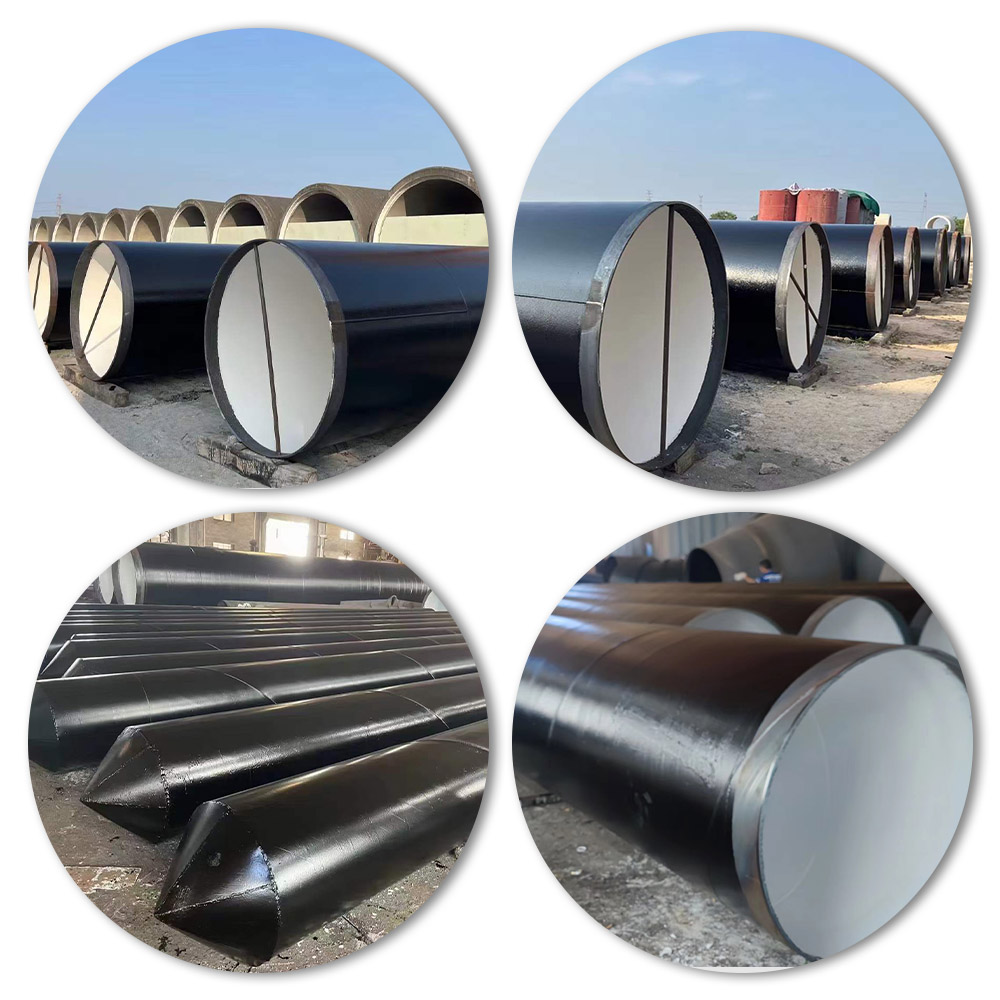
*ઉત્પાદન એપ્લિકેશન:
તે સ્ટીલ પાઇપ, કાસ્ટ આયર્ન પાઇપ અને કોંક્રિટ પાઇપ જેવા પાઇપના આંતરિક અને બાહ્ય કાટ વિરોધી માટે યોગ્ય છે, જે કાયમી અથવા આંશિક રીતે જમીનમાં દફનાવવામાં આવે છે અથવા પાણીમાં ડૂબી જાય છે. તે રાસાયણિક પ્લાન્ટ ઇમારતો, હાઇવે પુલ, રેલ્વે, ગટર શુદ્ધિકરણ ટાંકી અને તેલ રિફાઇનરીઓની દફનાવવામાં આવેલી પાઇપલાઇન્સ માટે પણ યોગ્ય છે. અને સ્ટીલ સ્ટોરેજ ટાંકી; દફનાવવામાં આવેલી સિમેન્ટ સ્ટ્રક્ચર, ગેસ કેબિનેટ આંતરિક દિવાલ, નીચેની પ્લેટ, ઓટોમોબાઇલ ચેસિસ, સિમેન્ટ ઉત્પાદનો, કોલસા ખાણ સપોર્ટ, ખાણ ભૂગર્ભ સુવિધાઓ અને દરિયાઈ ટર્મિનલ સુવિધાઓ, લાકડાના ઉત્પાદનો, પાણીની અંદરના માળખાં, ડોક સ્ટીલ બાર, જહાજો, સ્લુઇસ, હીટ પાઇપ, પાણી પુરવઠા પાઇપ, ગેસ સપ્લાય પાઇપ, ઠંડુ પાણી, તેલ પાઇપ, વગેરે.
*ટેકનિકલ ડેટા:
| વસ્તુઓ | ડેટા | |
| પેઇન્ટ ફિલ્મનો રંગ અને દેખાવ | કાળો ભૂરો, પેઇન્ટ ફિલ્મ ફ્લેટ | |
| બિન-અસ્થિર સામગ્રી, % | ≥૫૦ | |
| ફ્લેશિંગ, ℃ | 29 | |
| સૂકી ફિલ્મની જાડાઈ, અમ | ૫૦-૮૦ | |
| ફિટનેસ, અમ | ≤ ૯૦ | |
| સૂકા સમય, 25℃ | સપાટી સૂકી | ≤ ૪ કલાક |
| સખત સૂકું | ≤ ૨૪ કલાક | |
| ઘનતા, ગ્રામ/એમએલ | ૧.૩૫ | |
| સંલગ્નતા (માર્કિંગ પદ્ધતિ), ગ્રેડ | ≤2 | |
| વક્રતા શક્તિ, મીમી | ≤૧૦ | |
| ઘર્ષક પ્રતિકાર (મિલિગ્રામ, 1000 ગ્રામ/200 આર) | ≤૫૦ | |
| સુગમતા, મીમી | ≤3 | |
| પાણી પ્રતિરોધક, 30 દિવસ | ફોલ્લા નહીં, ખરી પડવા નહીં, રંગ બદલાવા નહીં. | |
સૈદ્ધાંતિક કોટિંગ વપરાશ (કોટિંગ વાતાવરણ, કોટિંગ પદ્ધતિ, કોટિંગ તકનીક, સપાટીની સ્થિતિ, માળખું, આકાર, સપાટી ક્ષેત્રફળ, વગેરેના તફાવતને ધ્યાનમાં લેશો નહીં)
પ્રકાશ ગ્રેડ: પ્રાઈમર 0.23kg/m2, ટોપ કોટ 0.36kg/m2;
સામાન્ય ગ્રેડ: પ્રાઈમર 0.24 કિગ્રા/મીટર2, ટોપકોટ 0.5 કિગ્રા/મીટર2;
મધ્યમ ગ્રેડ: પ્રાઈમર 0.25kg/m2, ટોપકોટ 0.75kg/m2;
મજબૂતીકરણ ગ્રેડ: પ્રાઈમર 0.26kg/m2, ટોપકોટ 0.88kg/m2;
ખાસ મજબૂતીકરણ ગ્રેડ: પ્રાઈમર 0.17kg/m2, ટોપ કોટ 1.11kg/m2.
*સપાટી સારવાર:*
કોટેડ કરવાની બધી સપાટીઓ સ્વચ્છ, સૂકી અને દૂષણ મુક્ત હોવી જોઈએ.
- ઓક્સિડાઇઝ્ડ સ્ટીલને Sa2.5 ગ્રેડ સુધી સેન્ડબ્લાસ્ટ કરવામાં આવે છે, અથવા અથાણું, તટસ્થ અને નિષ્ક્રિય કરવામાં આવે છે;
- નોન-ઓક્સિડાઇઝ્ડ સ્ટીલને Sa2.5 સુધી સેન્ડબ્લાસ્ટ કરવામાં આવે છે, અથવા ન્યુમેટિક અથવા ઇલેક્ટ્રો-ઇલાસ્ટીક ગ્રાઇન્ડીંગ વ્હીલ્સ સાથે St3 સુધી સેન્ડ કરવામાં આવે છે;
- અન્ય સપાટીઓ આ ઉત્પાદનનો ઉપયોગ અન્ય સબસ્ટ્રેટમાં થાય છે, કૃપા કરીને અમારા ટેકનિકલ વિભાગનો સંપર્ક કરો.
*બાંધકામ પદ્ધતિ:*
સ્પ્રે: હવા રહિત અથવા હવા રહિત સ્પ્રે. ઉચ્ચ દબાણવાળા હવા રહિત સ્પ્રેની ભલામણ કરવામાં આવે છે.
બ્રશ/રોલ: નિર્દિષ્ટ ડ્રાય ફિલ્મ જાડાઈ પ્રાપ્ત કરવી આવશ્યક છે.
*બાંધકામ બિંદુઓ:*
૧, સ્ટીલની વેલ્ડ સપાટી ધાર વગરની, સુંવાળી, વેલ્ડીંગ વગરની, ગડબડ વગરની હોવી જોઈએ;
2, જ્યારે જાડા કોટિંગનું બાંધકામ હોય, ત્યારે લાળ ન પડે તે વધુ સારું છે, સામાન્ય રીતે તૈયારી કરતી વખતે પાતળું ઉમેરવાની જરૂર નથી, પરંતુ જો આસપાસનું તાપમાન ખૂબ ઓછું હોય, સ્નિગ્ધતા વધારે હોય, તો તમે 1% ~ 5% પાતળું ઉમેરી શકો છો, જ્યારે ક્યોરિંગ એજન્ટ વધારી શકો છો;
3, બાંધકામ દરમિયાન, હવામાન અને તાપમાનમાં ફેરફાર, વરસાદ, ધુમ્મસ, બરફ અથવા 80% થી વધુ સંબંધિત ભેજ પર ધ્યાન આપો, જે બાંધકામ માટે યોગ્ય નથી;
૪, કાચના કાપડની જાડાઈ ૦.૧ મીમી અથવા ૦.૧૨ મીમી હોવી જોઈએ, અક્ષાંશ અને રેખાંશની ઘનતા ૧૨ × ૧૦ / સેમી૨ અથવા ૧૨ × ૧૨ / સેમી૨ ડિફેટેડ આલ્કલી-મુક્ત અથવા મધ્યમ-આલ્કલી કાચના કાપડનું કદ હોવું જોઈએ, ભીના કાચના કાપડને બેક કરવું જોઈએ સૂકાયા પછી જ વાપરી શકાય છે;
5, ભરવાની પદ્ધતિ: કાટ-રોધી સ્તર અને પાઇપ બોડીના કાટ-રોધી સ્તરનો સાંધા 100mm કરતા ઓછો ન હોય, અને લેપ જોઈન્ટની સપાટીની સારવાર St3 સુધી પહોંચવી જોઈએ, સાફ કરવી જોઈએ અને ગંદકી ન કરવી જોઈએ;
6, ઘા ભરવાની પદ્ધતિ: પહેલા ક્ષતિગ્રસ્ત કાટ વિરોધી સ્તરને દૂર કરો, જો આધાર ખુલ્લો ન હોય, તો ફક્ત કોટિંગ ભરવાની જરૂર છે, કાચના કાપડનો જાળીદાર ટોપકોટ ભરાઈ ગયો છે;
7, દ્રશ્ય નિરીક્ષણ: પેઇન્ટેડ પાઇપનું એક પછી એક નિરીક્ષણ કરવું આવશ્યક છે, અને કાટ-રોધી કોટિંગ સરળ છે, કરચલીઓ અને હવા નથી. પિનહોલ નિરીક્ષણ: તે ઇલેક્ટ્રિક સ્પાર્ક લીક ડિટેક્ટર દ્વારા શોધી શકાય છે. મધ્યમ ગ્રેડ 2000V છે, મજબૂતીકરણ ગ્રેડ 3000V છે, ખાસ મજબૂતીકરણ ગ્રેડ 5000V છે, અને સરેરાશ સ્પાર્ક દરેક 45m2 પર 1 થી વધુ નથી, જે લાયક છે. જો તે લાયક નથી, તો પિનહોલને ફરીથી કોટ કરવું આવશ્યક છે.
*સંગ્રહ અને પરિવહન:
આ ઉત્પાદન જ્વલનશીલ છે. બાંધકામ દરમિયાન તેને આગમાં નાખવાની કે લાવવાની સખત મનાઈ છે. રક્ષણાત્મક ઉપકરણો પહેરો. બાંધકામનું વાતાવરણ સારી રીતે હવાની અવરજવરવાળું હોવું જોઈએ. બાંધકામ દરમિયાન દ્રાવક વરાળ અથવા પેઇન્ટ મિસ્ટ શ્વાસમાં લેવાનું ટાળો અને ત્વચાનો સંપર્ક ટાળો. જો પેઇન્ટ આકસ્મિક રીતે ત્વચા પર છાંટા પડી જાય, તો તરત જ તેને યોગ્ય સફાઈ એજન્ટ, સાબુ, પાણી વગેરેથી ધોઈ લો. તમારી આંખોને પાણીથી સારી રીતે ધોઈ લો અને તાત્કાલિક તબીબી સહાય મેળવો.
*પેકેજ:
ટોપકોટ: 20 કિલો/ડોલ; ક્યોરિંગ એજન્ટ/ હાર્ડનર: 4 કિલો/ડોલ
પ્રાઈમર: 20 કિલો/ડોલ; ક્યોરિંગ એજન્ટ/ હાર્ડનર: 4 કિલો/ડોલ

સંબંધિત વસ્તુઓ
-

કાટ વિરોધી પેઇન્ટ સિસ્ટમ ઇપોક્સી રેડ ઓક્સાઇડ પ્રી...
-

ઉચ્ચ સંલગ્નતા વિરોધી કાટ અને કાટ વિરોધી ઇપોક્સ...
-

કાટ વિરોધી ઇપોક્સી MIO ઇન્ટરમીડિયેટ પેઇન્ટ... માટે
-
તેલ પ્રતિકારક કોટિંગ્સ ઇપોક્સી કાટ વિરોધી સ્ટે...
-

દ્રાવક વિના તેલ પ્રતિકારક બિલ્ડીંગ કોટિંગ વિરોધી...